
Сверлильные станки предназначены для выполнения глухих и сквозных отверстий в деталях из различных материалов, а также для чистовой обработки внутренних цилиндрических поверхностей при помощи операций зенкерования и развертывания.
Классификация
Есть несколько основных признаков, по которым классифицируются сверлильные станки.
1. По количеству шпинделей:
- одношпиндельные;
- двухшпиндельные;
- многошпиндельные;
Одношпиндельные станки (рис. 1) наиболее распространены. Служат как в мелкосерийном, так и крупном производстве. Как правило, такими станками оснащаются и небольшие ремонтные предприятия.

Рисунок 1. Одношпиндельный сверлильный станок.
Двухшпиндельные сверлильные станки (рис. 2) служат для одновременной обработки двух одинаковых деталей или одной детали с симметричным расположением отверстий. Сегодня широкое распространение получили двухшпиндельные станки с ЧПУ благодаря высокой производительности.
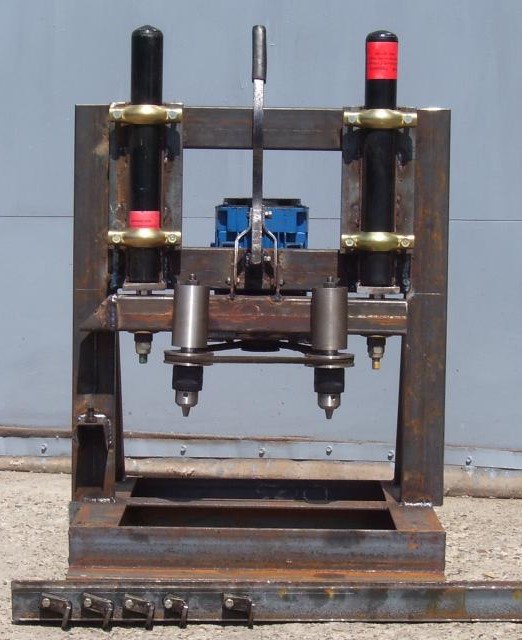
Рисунок 2. Двухшпиндельный сверлильный станок
Многошпиндельные станки (рис. 3) представляют собой целые сверлильные комплексы. Управляются программно. Часто применяются в электротехнической промышленности или поточном производстве. В большинстве случаев изготавливаются на заказ.
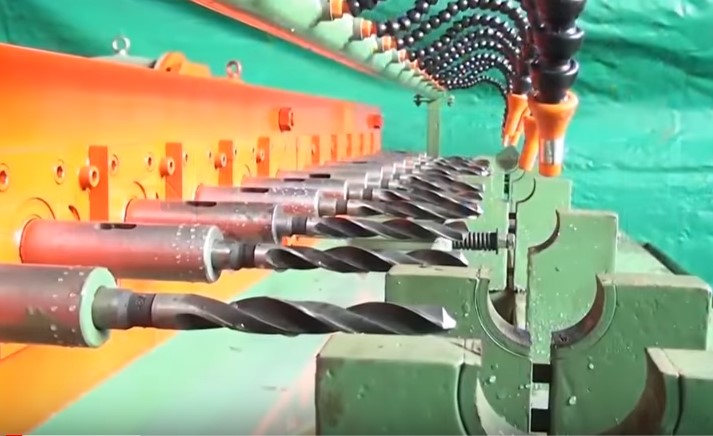
Рисунок 3. Многошпиндельные сверлильные станки.
2. По направлению основной подачи:
- вертикально-сверлильные;
- горизонтально-сверлильные;
- радиально-сверлильные.
Вертикально-сверлильный станок - классический вариант. Подавляющее большинство сверлильных станков выполнено именно по такой схеме. Обусловлено это удобством самого процесса сверления, когда подача осуществляется в вертикальной плоскости.
В горизонтально-сверлильном станке основная подача осуществляется в горизонтальной плоскости. У этих станков, как правило, более разнообразные технологические возможности. Часто станки этой группы используются для растачивания, подрезания кромок, горизонтального фрезерования и других металлорежущих операций.
Радиально-сверлильные станки (рис. 4) оснащаются подвижной сверлильной головкой с возможностью поворота в одной или нескольких плоскостях, что позволяет проделывать отверстия в заготовке под углом без ее перестановки.

Рисунок 4. Радиально-сверлильный станок.
3. По типу управления:
- с ручным управлением;
- с полуавтоматическим управлением;
- с числовым программным управлением (ЧПУ).
Станки с ручным управлением применяются в условиях мелкого или ремонтного производства, где выпуск деталей не поставлен на конвейер.
Станки с полуавтоматическим управлением, как правило, отличаются от ручных автоматизацией рабочего движения. Единожды настраивается частота вращения шпинделя, скорость подачи и глубина сверления. Работа оператора сводится к контролю над процессом обработки и подаче заготовок.
В сверлильных станках с числовым программным обеспечением (рис. 5) процесс сверления автоматизирован. Изначально создается программа, согласно которой поэтапно обрабатывается деталь.

Рисунок 5. Сверлильный станок с ЧПУ.
4. По типу сверлильной головки:
- стандартная однопатронная;
- револьверная (рис. 5).

Рисунок 5. Револьверная головка сверлильного станка.
Также сверлильные станки классифицируются по следующим параметрам:
- мощность приводных электродвигателей;
- максимальные габаритные размеры обрабатываемой детали;
- максимальный диметр хвостовика закрепляемого сверла;
Конструкция и принцип работы
Рассмотрим конструкцию и принцип работы на примере распространенного вертикально-сверлильного станка 2Н125.
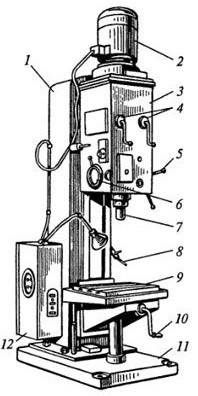
Рисунок 6. Вертикально-сверлильный станок 2Н125
Состоит сверлильный станок из следующих основных компонентов.
- Вертикальная колонна (станина). Служит опорой для размещения всех основных узлов станка.
- Электродвигатель. Приводит в движение через коробку скоростей шпиндельную головку. Используются как фазные, так и асинхронные электродвигатели, так как нет жестких требований по пусковому моменту. Процесс сверления начинается уже тогда, когда двигатель набирает свою проектную скорость вращения.
- Сверлильная головка. Основной блок. Вмещает в себя коробку скоростей с механизмом изменения частоты передачи, механизм вертикальной подачи с рукояткой, лимб для точной подачи и шпиндель с патроном.
- Рукоятка переключения коробки скоростей и подач. Служит для изменения скорости рабочих движений.
- Штурвал ручной подачи. Вращением этой рукоятки осуществляется ручная вертикальная подача.
- Лимб контроля глубины обработки. Представляет собой кольцевую головку с размеченной шкалой. Служит для тонкой настройки вертикальной подачи. Используется, когда сверление должно осуществляться на определенную глубину. На лимбе обязательно указывается цена деления его шкалы.
- Шпиндель. Служит для закрепления патрона. Предает вращательное движение через патрон на сверло. Имеет возможность вертикального перемещения на направляющей, установленной в сверлильной головке.
- Сопло подачи охлаждающей жидкости. Является частью механизма охлаждения обрабатываемой заготовки и сверла. При включении насоса подает струю смазывающе-охлаждающей жидкости в зону обработки.
- Стол. Предназначен для закрепления обрабатываемой заготовки. Имеет ряд проточек, в которые устанавливаются различные захватные приспособления (струбцины, тиски и др.).
- Рукоятка подъема стола. Приводной орган механизма изменения уровня стола. Служит для подвода заготовки к шпинделю на максимально эффективное расстояние или для отдаления, если обрабатывается заготовка больших габаритов.
- Фундаментная плита. Основание станка. Выполняется массивной, что обеспечивает устойчивость станка. Имеет отверстия под болты, при помощи которых осуществляется крепление к фундаменту.
- Шкаф электрооборудования. Содержит в себе электрические схемы, управляющие реле и предохранительные элементы. На станках более поздних версий также вмещается в себя панель управления автоматизацией рабочего процесса.
Сегодня сверлильные станки представлены в самых разнообразных исполнениях. Центральная концепция, согласно которой развивается это направление станкостроения - максимальная автоматизация рабочих процессов и расширение технологических возможностей.




