
Нарезные станки предназначены для обработки цилиндрических или конически поверхностей деталей с приданием им какого-либо профиля поверхности или созданием резьбы. Нарезные станки работают в основном с телами вращения.
Рассмотрим основные типы нарезных станков.
Резьбонарезные станки
Резьбонарезной станок (рис. 1) предназначен для создания различного устройства резьб, а также других типов обрабоки, на внутренних и наружных поверхностях обрабатываемых заготовок. Рассмотрим устройство и принцип работы на примере одного из наиболее распространенных полуавтоматических станков для нарезания резьбы 5993.

Рисунок 1. Резьбонарезной станок.
Этот станок имеет переднюю бабку. Вращательное движение передается от электродвигателя через коробку передач. Коробка передач, как правило, на этих станках выполняется в упрощенном виде с небольшим количеством скоростей.
Шпиндель этого станка имеет винтонарезную головку. Головка дополнена приводом, который позволяет зажимать и отпускать обрабатываемую деталь. Также на головке закреплены так называемые резьбонарезные гребенки, которые могут меняться в зависимости от требуемого профиля создаваемой резьбы.
На месте суппорта расположена каретка. В ней в самоцентрирующемся механизме закрепляется обрабатываемая деталь. Каретка крепится к станине через подшипники качения. Это позволяет ей двигаться в заданных пределах.
Работает резьбонарезной станок полуавтоматического типа по следующей схеме.
- Заготовка помещается в зажимное устройство (тиски) каретки. Подается сигнал на пульт управления. Электромеханическое зажимное устройство приходит в движение и зажимает заготовку. Если деталь имеет большую длину или другие какие-то особенности, из-за которых возможно нарушение центровки - используется специальный упор.
- Включается главный двигатель станка. Шпиндель и резьбонарезная головка начинают осуществлять рабочие движения.
- Подается управляющий сигнал на механизм передвижения каретки. Гидравлический цилиндр выдвигается и направляет каретку к передней бабке.
- Заготовка входит в контакт с вращающейся резьбонарезной головкой. Начинается процесс нарезки резьбы.
- Когда каретка проходит расчетное расстояние, которое ограничивается упором - подается управляющий сигнал на раскрытие винторезной головки. Когда головка раскрылась, автоматика запускает каретку в обратное движение.
- Обработанная деталь изымается из тисков и устанавливается новая заготовка. Цикл повторяется.
Полуавтоматические резьбонарезные станки редко используются в конвейерном производстве ввиду малой автоматизации процесса нарезки резьб и отсутствия возможности загрузки большого количества сырья за раз. Основная область применения такого типа станков - штучное и мелкосерийное производство.
Для среднего и крупного конвейерного производства применяются резьбонарезные станки автоматического типа с ЧПУ (рис. 2).

Рисунок 2. Резьбонарезной станок с ЧПУ.
Резьбонарезной станок с ЧПУ работает в конвейерном производстве. В основном в качестве заготовки выступает пруток, труба или шестигранник. Резьбонарезная головка револьверного типа может одновременно вмещать до 26 резьбонарезных резцов.
Трубонарезные станки
Трубонарезные станки (рис. 3) предназначены для обработки наружных и внутренних поверхностей стальных и чугунных труб.

Рисунок 3. Трубонарезной станок.
Трубонарезные станки, исходя из конструкции и принципа работы, больше всего похожи на токарно-винторезные. Именно поэтому многие источники не выделяют этот тип станков в отдельную категорию, а относят к токарно-винторезным. Трубонарезные станки применяются в нефте- и газодобывающей отраслях, жилищно-коммунальном хозяйстве при изготовлении водяных и канализационных труб.
Трубонарезные станки предназначены для разноплановой обработки труб:
- нарезание разного рода резьб;
- точение;
- резка;
- торцевание;
- снятие дефектного слоя;
- вальцевание;
- расточка;
Станки трубонарезной группы, помимо нарезки метрических, имеют рукоятки для настройки на нарезку резьбы почти всех известных типов: конических, питчевых, модульных и дюймовых.
Одним из ключевых отличий трубонарезного станка от стандартного токарного является конструкция шпинделя. Шпиндель на трубонарезном станке работает на зажим детали, которая подается через его центр со стороны передней бабки через корпус станка. Приводится в действие кулачки шпинделя могут вручную или при помощи гидравлического, электрического или механического привода.
Иногда, при обработке труб большой длины, используются дополнительные подставки, которые устанавливаются за пределами станка. На них опирается труба. Это позволяет избежать деформации трубы, а также снижает нагрузку на шпиндель и подающий механизм.
Есть две основные характеристики трубонарезного станка.
- Максимальный размер отверстия в шпинделе. Определяет наибольший диаметр трубы, которою можно обработать на данном станке.
- Межцентровое расстояние. Определяет максимальную глубину обработки конца трубы.
Современная добывающая промышленность оснащается трубонарезными станками с ЧПУ (рис. 4).

Рисунок 4. Трубонарезной станок с ЧПУ.
Трубонарезные станки с ЧПУ имеют ряд преимуществ. Некоторые модификации сразу снабжаются набором резцов, которые способны нарезать резьбы различных профилей. Также такие станки могут выполнять обработку профильных поверхностей с высокой точностью.
К категории нарезных станков иногда относят простейшие приспособления для нарезки проволоки, прутка, арматуры (рис. 5) или другого профиля определенной длины.
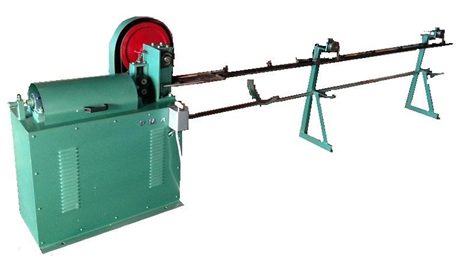
Рисунок 5. Нарезной станок для арматуры.
Нарезные станки имеют подставку под бухту (если нарезаемый материал поставляется в бухте) или лоток для загрузки прямолинейного профиля. Имеется линейка с ограничителем, которая позволяет отмерять необходимую длину. Процесс нарезки осуществляется ножом, приводимый в действие от электродвигателя. Кинематическая схема состоит из редуктора, массивного маховика и кривошипного механизма, который преобразовывает вращательное движение маховика в поступательно движение резца.




